Očima zakladatele
Příběh, který stojí za značkou Antonyco.
Když jsme s kolegy budovali MK SET, žili jsme zakázkovým obráběním od rána do večera. Byly to dny plné kovu, termínů, měření a neustálého přenastavování. Jakmile přišla větší série, scénář byl skoro vždycky stejný: upnout díl do svěráku, spustit, přeměřit, doladit, znovu spustit… a pořád dokola. Poctivá práce, ze které je člověk unavený tak nějak správně, jenže časem jsme začali narážet na limity. Ne těch strojů. Naše.
Pak přišel moment, kdy jsme už výrobu prostě nestíhali. Nechtěli jsme přidávat odpolední směnu ani nabírat další lidi jen proto, abychom „byli déle v práci“. Chtěli jsme vyrábět chytřeji, ne déle. A protože jsem typ člověka, který si věci nejdřív zkusí představit a až pak koupí, začal jsem si víc všímat videí z automatizovaných pracovišť. Zaujalo mě hlavně to nejjednodušší. Když dokážeš upnout víc dílů najednou, najednou se ti otevře úplně jiný svět. V hlavě mi to cvaklo. Co kdybychom na jeden stůl naložili několik přířezů a nechali stroj pracovat přes noc?
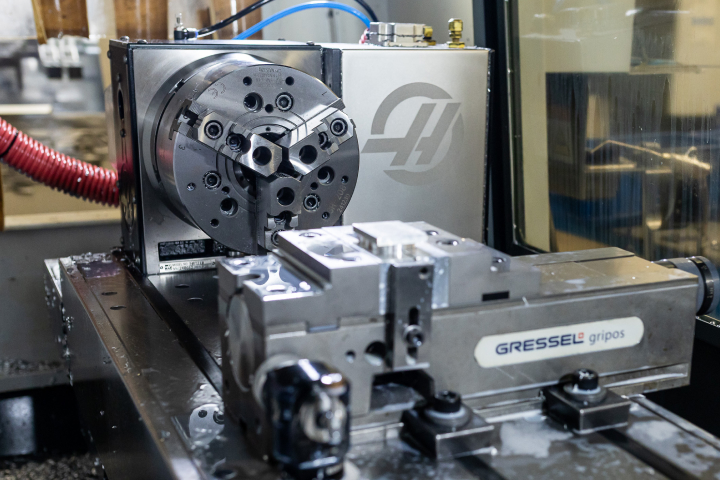
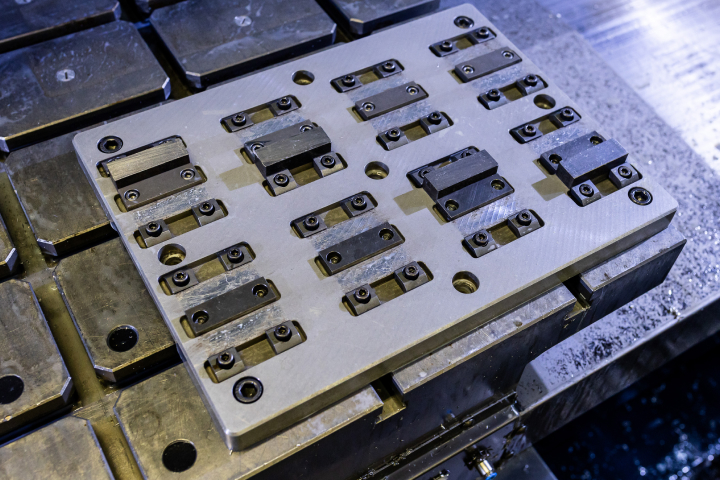
Začal jsem kreslit, zkoušet a předělávat. Nejdřív to byly nápady, pak prototypy, pak další prototypy, u kterých člověk zjistí, že to vypadá krásně na papíře, ale v reálu to má své mouchy. Až postupně vznikl Easy Lean Kit. Systém upínek, díky kterému dokážeme obrábět více přířezů současně, bez toho aby u toho musel někdo stát. Večer spustíme stroj a ráno na nás čekají hotové díly připravené na kontrolu. Byl to takový první krok do automatizace. Jednoduchý, praktický a hlavně okamžitě užitečný. Bez robotů, bez velké vědy, jen dobrý nápad převedený do reality.
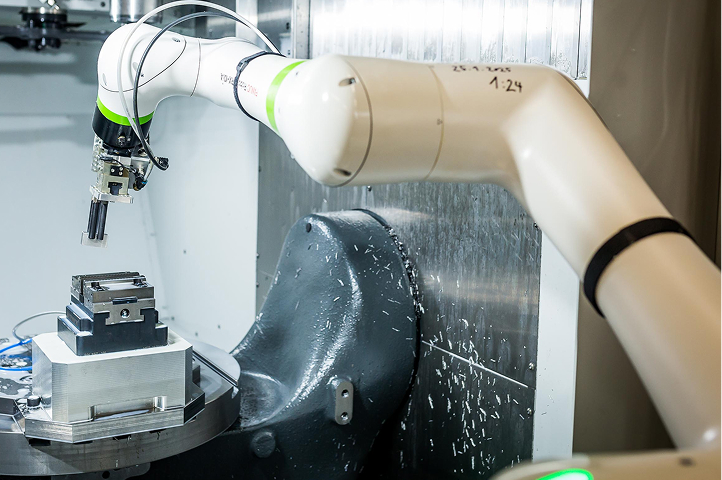
Jenže tím to neskončilo. Dařilo se nám držet termíny, zakázky přibývaly a zákazník začal chtít víc. V té době jsme dostali příležitost vyzkoušet kolaborativního robota a zkusit s ním automatické zakládání polotovarů. Upřímně, byl to jeden z těch okamžiků, kdy si člověk říká „aha, tak takhle může vypadat budoucnost“. Výroba se zpřesnila, proces zklidnil a obsluha mohla dělat věci, které mají vyšší hodnotu než jen stát u stroje. A když jsme robota museli vrátit, bylo jasné, že to už nechceme pustit z ruky. Vlastního kobota jsme prostě potřebovali.
Hledali jsme řešení, které bude spolehlivé, přesné a zároveň přívětivé pro lidi, kteří u CNC skutečně pracují. Nakonec nám jako ideální volba vyšel Fanuc CRX. K tomu jsme doplnili grippery Schunk a rozšíření, které zjednodušuje programování, protože dobrá automatizace není ta, co vypadá skvěle na prezentaci, ale ta, kterou zvládneš používat každý den. Takhle vznikl Antbot pro CNC. Kompletní systém, který v sobě řeší bezpečnost stroje i kobota a přitom se přirozeně napojuje na stroje HAAS. Automatické zakládání a odebírání dílů se najednou stalo normální součástí práce. Stroje běžely plynuleji, přesnost byla lepší a prostoje se začaly ztrácet.
Pak ale přišly první zakázky, které nás postavily před úplně jiný typ otázky. Sériová výroba malých dílů z tyčoviny. Takové ty kusy, které se špatně upínají, jsou malé, vrtkavé, a přitom jich potřebuješ hodně. Chtěli jsme, aby se tyč dala založit jednou a aby si stroj sám postupně odebíral materiál, bez toho, že by u toho někdo pořád stál. Vzpomněl jsem si na prezentaci Schunku o jejich LEAN přístupu, kde ovládali gripper přes vnitřní chlazení nástroje. A zase mi v hlavě něco zapadlo. Co kdybychom díl upínali podobně jako na soustruhu, silovým sklíčidlem? Chyběla už jen konstrukce tažné trubky a pneumatického válce.
S pomocí šikovného kolegy, pár relé a ventilů jsme celý systém nakonec dostali do stavu, kdy se dá ovládat čistě ISO kódem v CNC. Dnes stačí založit tyč a frézka na čtvrté ose jede několik hodin bez obsluhy. Večer ji spustíme a ráno kolegové jen očistí hotové díly. Tak vznikl Mill Bar Feeder. Zařízení, které proměnilo běžnou frézku ve stroj schopný automaticky obrábět z tyče i komplexní díly.
A pak tu zůstala poslední oblast, která se nám pořád vymykala. Kusová výroba. Ta, kde se všechno dělá „po staru“, protože každý díl je jiný, a bez stoprocentní přítomnosti operátora to nejde. Jenže právě tohle je ve výrobě nejdražší. Ne materiál. Ne stroj. Ale čas člověka, který musí být pořád u toho. Automatizovat kusovku, aniž by člověk skončil u nekonečného upínání na paletky, jak to dělá spousta výrobců, se dlouho zdálo skoro nemožné.
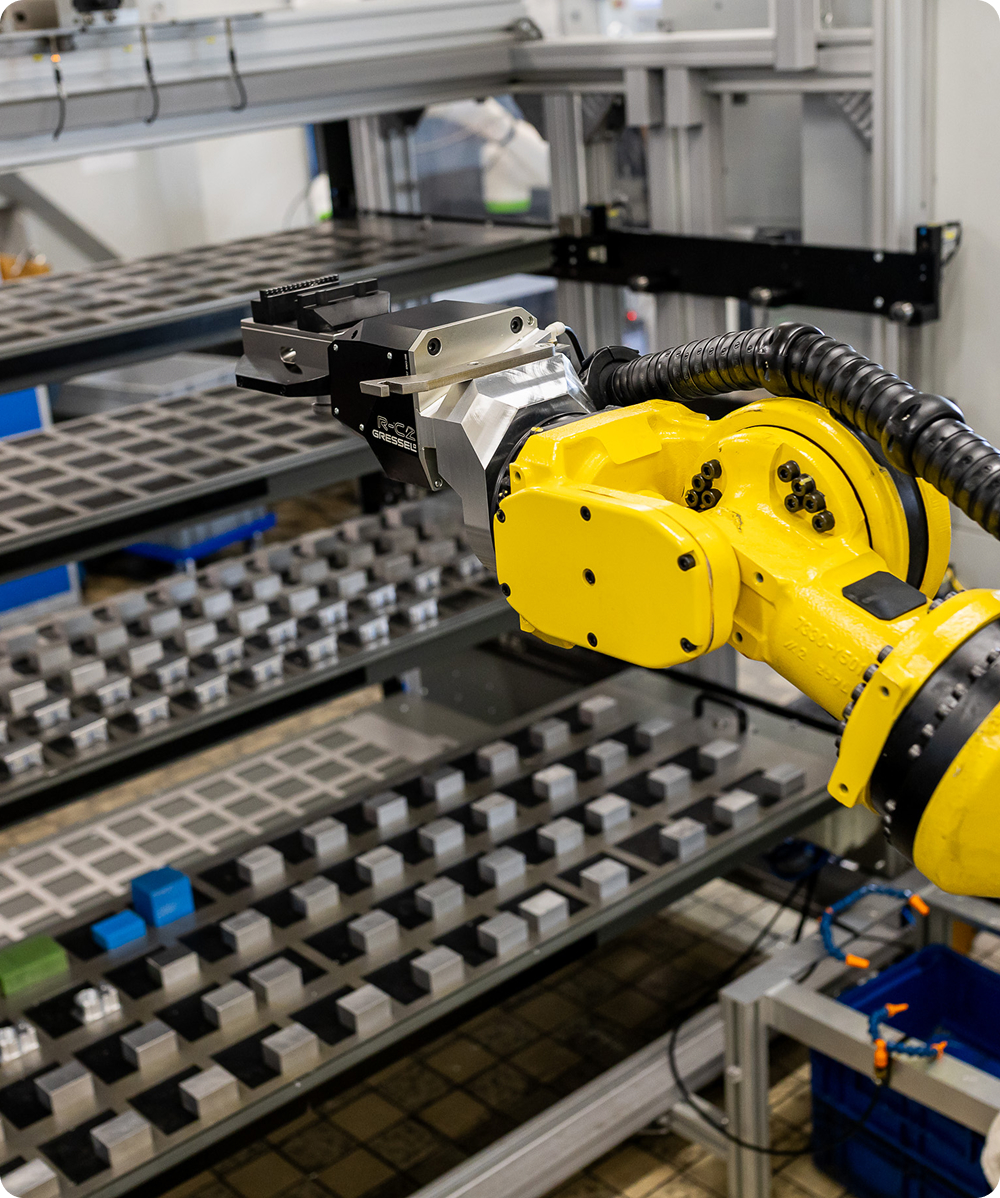
Nakonec nám pomohlo řešení od Gresselu, od kterého máme většinu svěráků. Před pár lety uvedli upínač s přenosem svěráků a integrovaným momentovým klíčem. Přesně to, co jsme hledali. A zároveň obrovská výzva. Právě ta nás dovedla k nasazení průmyslového robota k pětiosé frézce. Začali jsme stavět vlastní stanici a vyvíjet software, který bude jednoduchý pro operátory i programátory, protože když je systém složitý, lidé ho budou obcházet. A když ho budou obcházet, přestane dávat smysl.
Tak vznikl ACP System. Do zásobníku můžeme vložit stovky stejných kusů, ale klidně i jeden jediný díl. A zbytek už není starost člověka. ACP System řeší výměnu, přenos, bezpečnost i komunikaci se strojem. Dělá to, co má automatizace dělat. Bere rutinu, bere opakování, bere čekání.
Na začátku roku 2024 mi došlo, že tohle know-how nemá zůstat jen u nás. Že spousta menších výrobních podniků řeší úplně stejný problém. Mají zakázky, ale nechtějí nebo nemohou nabírat další lidi. Ne proto, že by nechtěli růst, ale protože realita je tvrdá. Najít dobré lidi je těžké, zaučit je ještě těžší a udržet je v dlouhodobé špičce je někdy skoro zázrak. A doba je navíc rozkolísaná. Kdo dokáže pružně reagovat na poptávku, aniž by natahoval směny, má výhodu.
A tak vznikla značka Antonyco. Ne jako marketingový nápad, ale jako pokračování cesty, kterou jsme si vydřeli vlastními rukama. Naše řešení jsou dostupná, modulární a flexibilní. Umožní začít s automatizací postupně, bez velkých investic a bez toho, aby firma musela překopat celý provoz. A pokud se nám podaří pomoct dalším firmám, aby mohly taky zhasnout, odejít domů a nechat stroje makat za ně, bude to přesně ten důvod, proč tahle cesta dávala smysl.

Ing. Antonín Solfronk
Zakladatel Antonyco